
Description des sujets
Le présent document décrit les sujets concernant la zone de production tels que :
- Périodes de temps
- Moments dans le temps
- Délais
Le document regroupe aussi des informations de base sur :
- Calendriers
- Définitions de temps
- Références à ces délais
Les points de temps et les périodes de temps différents sont importants au cours du processus de fabrication. Outre les temps de traitement variables (comme par exemple temps réel de traitement) qui sont définis sur la base du nombre déterminé de commandes, il existe aussi des temps fixes (comme par exemple le temps de préparation) qui ne dépendent pas du nombre de commandes. Ces temps sont complétés par les temps d’arrêt qui peuvent survenir comme marges de temps entre les opérations du processus de fabrication et peuvent être calculés et modifiés à l’aide des formules de la même manière que les temps de traitement et le temps de préparation.
La modification des temps de traitement est possible en fonction de :
- Nombre de commandes
- Méthodes de production
- Identificateurs des variantes de production
- Paramètres sélectionnés
Les temps se référant au travail sont mappés à l’aide des modèles de temps afin de déterminer l’efficacité théorique de ressources qui dépendent du temps (par exemple les moyens de production tels que matériel, outils, machines et ressources dans le processus de fabrication). Les modèles de temps sont traités avec les définitions des équipes pour les modèles horaires hebdomadaires. Voici les applications disponibles dans le système dédiées à ces processus : Modèles horaires, Équipes, Modèles horaires hebdomadaires.
Définitions des notions
Temps de transition
Le temps avant de commencer la première opération de production. Dans ce temps, aucune ressource n’est encore réservée. Le temps de transition est pris en compte pour chaque processus de fabrication une seule fois et de cette manière sera applicable une fois dans le démarrage à plusieurs niveaux. Il permet de préparer un ordre de production.
Temps de traitement
Le temps de traitement est le produit de la quantité effective et du temps nécessaire pour fabriquer une unité (appelé aussi le temps d’unité).
Modèle de jours fériés
Les modèles de jours fériés sont des modèles horaires hebdomadaires spécifiques qui décrivent le profil de capacité pour les jours fériés conformément au calendrier d’entreprise. Les modèles de jours fériés sont assignés aux modèles horaires hebdomadaires et sont valables pour les jours de la semaine qui figurent en tant que jour férié dans le calendrier d’entreprise. Si un modèle de jours fériés n’est pas assigné au modèle horaire hebdomadaire, les assignations du modèle horaire au jour donné de la semaine seront en vigueur. L’application Modèles horaires hebdomadaires sert à la configuration souhaitée dans le système.
Temps d’arrêt
Le temps d’arrêt se réfère aux marges de temps entre la livraison de l’article fabriqué au lieu de travail et début du travail (temps d’arrêt avant) et l’exécution des opérations et début du transport à un autre lieu de travail (temps d’arrêt après).
Marge de temps
Une marge de temps est un temps de réserve précédant ou suivant des phases de travail qui permet d’avancer ou de différer ces phases de travail sans que cela n’entraîne de retard d’échéance. Le temps d’arrêt est inclus dans la marge de temps.
Planification précise
La planification précise est un processus où le moment de début et de fin de l’opération est calculé avec une précision à la milliseconde.
Temps de préparation
La préparation se réfère aux activités liées à la préparation et au contrôle des ressources servant à l’exécution de l’opération. Le temps de préparation est nécessaire pour réaliser ces activités. Le trait caractéristique du temps de préparation est qu’il est toujours fixe quel que soit la quantité traitée.
Équipes
Comme le modèle horaire, l’équipe se réfère à la période de travail concret par exemple première équipe de 6h00 à 14h00. Les équipes et les modèles horaires sont spécifiés pour chaque jour de la semaine. Les jours de la semaine sont regroupés en modèle horaire hebdomadaire qui présente un profil de capacité pour les ressources productives. Les zones indiquées sont prises en charge par les applications Modèles horaires, Équipes, Modèles horaires hebdomadaires.
Planification des équipes
La planification des équipes est une procédure qui consiste à attribuer des opérations de production aux équipes de travail. On évalue les opérations qui peuvent être effectuées dans le cadre d’une équipe de travail. Les informations concernant le début et la fin du travail de l’équipe ne sont pas définies pour ces opérations et dépendent du type de planning sélectionné.
Temps de transport
Le temps de transport c’est le temps nécessaire pour fournir les articles au destinataire. Cela peut être également le temps nécessaire pour transporter le matériel d’un site de travail à un autre.
Temps de transition arrivée entrepôt
Le produit fini ou les sous-produits de l’ordre de production sont disponibles dans l’entrepôt jusqu’au dernier jour de la commande. Leur disponibilité peut être quand même retardée par exemple par les processus de contrôle de la qualité ce qui affecte le moment d’augmenter la quantité d’article disponible en stock.
Calendrier d’entreprise
Le calendrier d’entreprise est créé sur la base du calendrier annuel. Outre les jours fériés standards, vous pouvez ajouter au calendrier les jours fériés régionaux ou les jours libres pour l’entreprise donnée.
Type de jour dans le calendrier d’entreprise
Chaque jour dans le calendrier d’entreprise peut être marqué par un type de jour approprié. Voici les types de jour disponibles : Journée de travail, Journée chômée, Jour férié.
Modèles horaires hebdomadaires
Le modèle horaire hebdomadaire se compose des modèles horaires et des équipes de travail assignées à chaque jour. Il permet d’évaluer les profils de capacité. Tout en attribuant les ressources au modèle horaire hebdomadaire, vous mesurez à la milliseconde près la capacité et la disponibilité des ressources.
Modèles horaires
Le modèle horaire se réfère à la période de temps concret par exemple de 9h00 à 17h00 quel que soit le jour. Des pauses valables dans le cadre d’une équipe de travail sont également incluses. Cette période de temps précise permet de spécifier la capacité des ressources ou des groupes de ressources. Les modèles horaires avec des équipes décrivent le jour de la semaine. Les jours de la semaine peuvent être regroupés en modèle horaire hebdomadaire qui présente un profil de capacité pour les ressources.
Temps dans la production
Outre les dates de début et de fin planifiées du processus de fabrication, il existe aussi des temps qui jouent un certain rôle dans le démarrage des ordres de production.
 Présentation des temps dans la fabrication d’un article
Présentation des temps dans la fabrication d’un article
D’autres temps sont mappés depuis l’achat du matériel jusqu’à la livraison au destinataire. Le schéma est largement simplifié et prévoit la fabrication à un seul niveau en appliquant une nomenclature et une technologie de production. Il en résulte que le matériel doit être entièrement disponible pour la première opération, alors il est réservé pour ce moment de temps.
À l’aide d’un ordre (commande client) la personne qui passe la commande spécifie le délai préféré. En fonction du type de délai, le délai préféré peut se situer entre l’horodatage (millisecondes) et l’an. La date de livraison est toujours spécifiée avec une précision d’un jour et elle est calculée sur la base du délai préféré de la personne passant la commande. La date de livraison est un moment donné où les articles doivent se trouver chez le destinataire de la livraison. En cas de besoin, prenez aussi en considération le temps nécessaire à la fourniture à savoir le temps de transport.
Le temps de transport est aussi spécifié avec une précision d’un jour. La date d’expédition est déterminée par la date de livraison réduite du temps de transport. Ce jour-là, les articles quittent un entrepôt. Ce moment est déterminé dans la planification comme échéance des besoins. La date de représentation peut être déterminée dans la commande client visant à fournir les articles pour leur expédition, la préparation à titre d’exemple.
La planification des besoins permet de calculer la date cible de début du processus de fabrication sur la base du temps de production si les articles ne sont pas disponibles en quantité suffisante selon les stocks d’entrepôt.
Le temps de production se compose de :
- Période transitoire d’accès à l’entrepôt
- Déroulement réel de la production
- et le temps de transition précédant la production réelle.
Le déroulement réel de la production se compose des temps de transport entre les opérations, des marges de temps avant et après l’opération et de la durée réelle de l’opération. La durée de l’opération est composée du temps de préparation fixe et du temps de traitement variable en fonction de la quantité de production. Si un matériel qui n’est pas entièrement disponible en stock est nécessaire dans le processus de fabrication, les recommandations relatives à l’achat seront générées dans la planification des besoins en matériel. Le matériel doit être commandé dans un temps approprié en y incluant le temps de réapprovisionnement pour qu’il soit disponible au début de la fabrication.
Temps de travail et capacité des ressources
Les temps se référant au travail sont représentés à l’aide des modèles de temps afin de déterminer l’efficacité théorique de ressources qui dépendent du temps (les moyens de production et les personnes qui participent au processus de fabrication). Les modèles de temps sont traités avec les définitions des équipes pour les modèles hebdomadaires.
Les modèles hebdomadaires décrivent les modèles de capacité disponibles pour la production dans la ligne temporelle. Il est possible d’assigner plusieurs fois les profils de capacité à condition de les séparer des ressources réelles. De cette manière, vous pouvez diminuer les frais administratifs.
| Mercredi | Jeudi | Vendredi | |
| Première équipe | Modèle de temps P (8 h) 6:00 – 14:00 | Modèle de temps P (8 h) 6:00 – 14:00 | Modèle de temps P (8 h) 6:00 – 14:00 |
| Deuxième équipe | Modèle de temps D (8 h) 14:00 – 22:00 | Modèle de temps D (8 h) 14:00 – 22:00 | Modèle de temps D (8 h) 14:00 – 22:00 |
| Troisième équipe | Modèle de temps T (8 h)
22:00 – 6:00 |
Modèle de temps T (8 h)
22:00 – 6:00 |
Fragment du modèle hebdomadaire
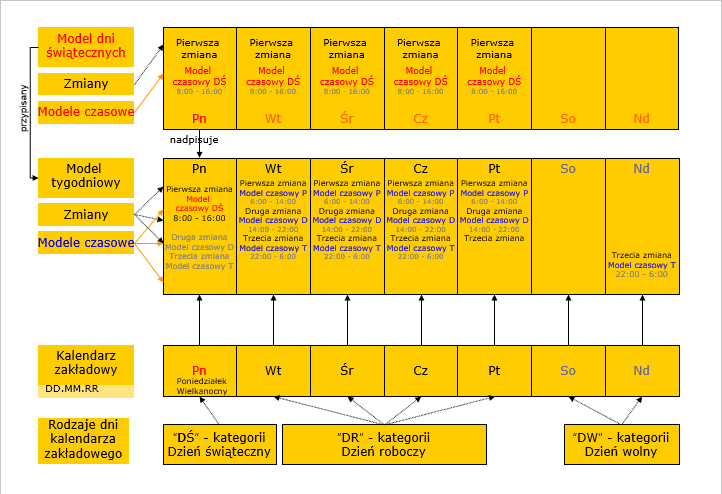 Présentation des relations pour évaluer une structure de capacité des ressources
Présentation des relations pour évaluer une structure de capacité des ressources